
1、焊前准备:严格检验原材料(如铝板、焊片),确保表面无缺陷;清洁工装并检查设备状态。
2、装配与装炉:将焊件、焊片精确装配,放入真空炉;预抽真空至高真空度(通常10^-3 ~ 10^-4 Pa级别),并持续维持。
3、加热与钎焊:以精确控制的速率升温至钎料熔点以上(如铝基钎料约577-600℃),保温使钎料熔化、润湿并填充间隙;在惰性气体(如氩气)保护下防止氧化。
4、冷却与检测:缓慢冷却至室温;进行气密性、尺寸精度等检测。
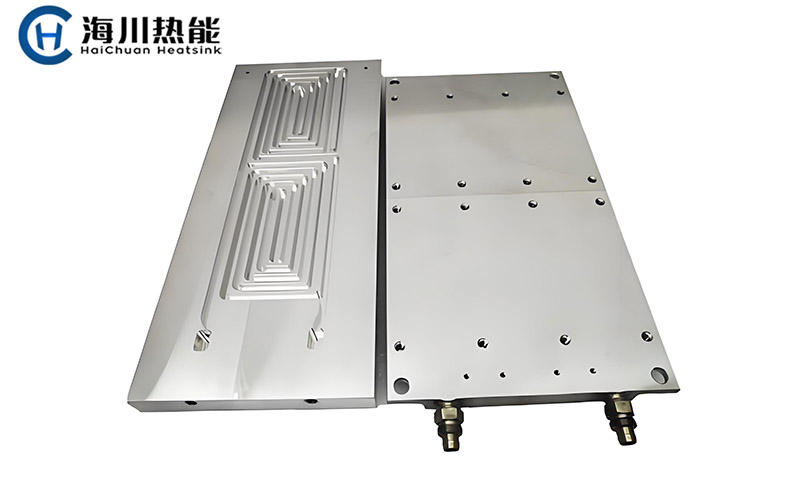
该工艺广泛应用于新能源汽车电池包、IGBT模块、光伏逆变器等高功率密度场景,主要通过真空钎焊实现,能形成高强度、气密性好的冷却流道,散热效率很高。深圳海川热能有限公司自2010年成立至今,已发展成为一家以研发、生产和销售散热器为核心业务。一直专注于服务器、逆变器、激光器、医疗、能源、光模块、汽车等领域的电子散热设计,生产和销售,可根据客户的不同需求提供全套散热解决方案!
